

Sản phẩm
- Dịch vụ tùy biến cốt lõi
- Chăm sóc sức khỏe
- Thiết bị và dụng cụ điện tử
- Khuôn đồ dùng cho bà mẹ và trẻ em
- Thể thao giải trí
- Nghệ thuật trang trí nội thất gia đình
- Phụ kiện ô tô
- Vận tải và kho bãi
- Thiết bị chiếu sáng
- Thiết bị xây dựng
- Bao bì sản phẩm
- Giáo dục & Phòng thí nghiệm
- Quần áo Hành lý Phụ kiện
- Sản phẩm chăm sóc và làm sạch
- Nông Lâm Nghiệp
- Thiết bị cơ khí
- Đồ dùng cho thú cưng
- Đồ dùng nhà bếp








Khuôn máy giặt
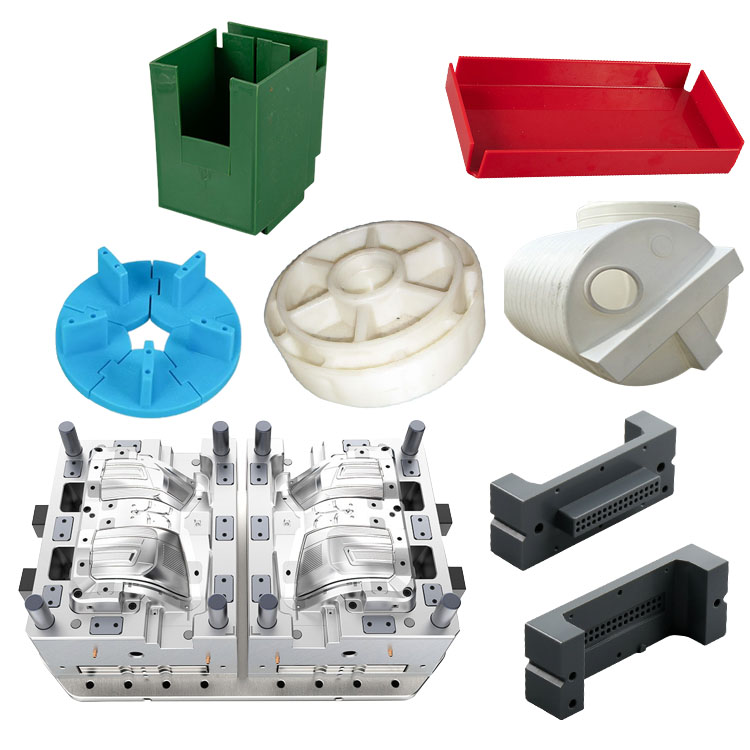
Công ty TNHH Sản phẩm Kim loại Nhựa Ninh Ba (P&M) có 17 năm công nghệ sản xuất khuôn mẫu và có thể tùy chỉnh khuôn đúc máy giặt. Chúng tôi cung cấp dịch vụ đúc khuôn máy giặt tùy chỉnh chuyên nghiệp và chúng tôi là nhà sản xuất khuôn đúc máy giặt chuyên nghiệp. Chúng tôi có đủ kinh nghiệm trong việc lựa chọn nguyên liệu sản phẩm và vật liệu khuôn. Trong quá trình tùy chỉnh khuôn đúc máy giặt, nhà máy của chúng tôi có thể cung cấp dịch vụ một cửa. Chúng tôi có năng lực thiết kế và sản xuất liên quan đến đúc khuôn máy giặt, như: thiết kế CAD, sản xuất khuôn mẫu, ép phun, sản xuất sản phẩm nhựa, lắp ráp và các công nghệ khác.
Gửi yêu cầu
Mô tả Sản phẩm
Ngoài ra, công ty chúng tôi còn thiết lập mối quan hệ hợp tác với các nhà cung cấp nguyên liệu nhựa, nhà sản xuất in ấn,… để đảm bảo cung cấp nguyên liệu và chất lượng in ấn. Thông qua kinh nghiệm phong phú và chuỗi cung ứng hoàn hảo, công ty chúng tôi có thể cung cấp cho khách hàng các sản phẩm khuôn đúc máy giặt tùy chỉnh chất lượng cao để đáp ứng nhu cầu cụ thể của họ. Đồng thời, chúng tôi có 10 năm kinh nghiệm dịch vụ ngoại thương chuyên nghiệp, hiểu rõ quy trình ngoại thương và phục vụ khách hàng tốt hơn. Đối với các sản phẩm đúc khuôn máy giặt, chúng ta có thể chế tạo các bộ phận nhựa tương ứng, chủ yếu được thực hiện thông qua khuôn ép phun.




Là thành phần cấu trúc và thẩm mỹ cốt lõi của thiết bị gia dụng, vỏ máy giặt yêu cầu quy trình ép phun cân bằng độ chính xác về kích thước, chất lượng bề mặt, tính toàn vẹn của cấu trúc và hiệu quả sản xuất. Từ lựa chọn vật liệu và thiết kế khuôn mẫu đến kiểm soát thông số quy trình và kiểm tra chất lượng sau xử lý, mỗi bước đều cần được kiểm soát tỉ mỉ. Phần sau đây phác thảo các chi tiết đúc hoàn chỉnh và những cân nhắc chính.
I. Lựa chọn và xử lý trước vật liệu (Nền tảng của khuôn mẫu)
1. Vật liệu phổ biến và đặc điểm của chúng
Vỏ máy giặt thường sử dụng ba loại vật liệu chính—hợp kim ABS, PP và PC/ABS—mỗi loại được thiết kế riêng để phù hợp với các yêu cầu về hiệu suất và định vị sản phẩm khác nhau:
ABS (Acrylonitrile-Butadiene-Styrene): Sự lựa chọn ưu tiên cho các dòng xe từ trung cấp đến cao cấp. Nó có độ cứng tuyệt vời, khả năng chống va đập cao, độ bóng bề mặt vượt trội và dễ sơn hoặc in lụa. Với tỷ lệ co ngót 0,5%–0,8% và phạm vi nhiệt độ đúc là 220°C–260°C, đây là sản phẩm lý tưởng cho các bộ phận có tính thẩm mỹ phức tạp và thiết kế kết cấu phức tạp.
PP (Polypropylene): Sự lựa chọn phổ biến cho các mẫu xe hạng phổ thông. Nó có chi phí thấp, kháng hóa chất, độ bền nhiệt độ thấp và mật độ thấp. Với tốc độ co ngót 1,0%–2,5% (cao hơn do tính chất kết tinh của nó) và phạm vi nhiệt độ đúc là 180°C–220°C, nó thường yêu cầu bổ sung các chất chống lão hóa và chất làm cứng để nâng cao hiệu suất. Nó rất phù hợp cho các bộ phận kết cấu như nắp trên và đế của máy giặt kiểu trống.
Hợp kim PC/ABS: Dành riêng cho dòng xe cao cấp. Hợp kim này kết hợp độ cứng cao và khả năng chịu nhiệt của PC với đặc tính dễ xử lý của ABS. Nó có khả năng chống va đập đặc biệt và độ ổn định kích thước, khiến nó phù hợp với các ứng dụng vỏ siêu mỏng, độ bền cao. Phạm vi nhiệt độ đúc là 240°C–280°C.
2. Tiền xử lý nguyên liệu thô (Bước sơ bộ quan trọng)
Bản chất hút ẩm của nguyên liệu nhựa có thể dẫn đến các khuyết tật khi đúc như bong bóng, vệt bạc và vết bẩn trên bề mặt; do đó, tiền xử lý thích hợp là điều kiện tiên quyết quan trọng:
Xử lý sấy khô: Vật liệu ABS và PC/ABS yêu cầu sấy khô bằng không khí nóng ở nhiệt độ 80°C–90°C trong 3–4 giờ, với độ ẩm được kiểm soát chặt chẽ để duy trì dưới 0,03%. PP, ít hút ẩm hơn, cho phép quá trình sấy khô được đơn giản hóa (70°C–80°C trong 1–2 giờ). Pha trộn và phối màu: Vỏ yêu cầu tông màu đồng nhất; masterbatch màu được thêm vào theo tỷ lệ cụ thể (2%–5%) và được trộn kỹ bằng máy trộn để tránh biến đổi màu sắc. Đối với vỏ chức năng, chất chống cháy và chất chống tĩnh điện được thêm vào để nâng cao hiệu suất vận hành và an toàn.
II. Thiết kế và sản xuất khuôn mẫu (Cốt lõi của độ chính xác khuôn mẫu)
Vỏ máy giặt là một bộ phận lớn, có thành mỏng (độ dày thành: 1,5–3 mm); do đó, thiết kế khuôn quyết định trực tiếp đến chất lượng và hiệu quả của quá trình đúc:
1. Thiết kế kết cấu khuôn
Lựa chọn đường chia tay: Được đặt dọc theo đường viền tối đa của vỏ trong khi tránh các bề mặt bên ngoài có thể nhìn thấy được. Bất kỳ sự sai lệch nào của đường phân khuôn đều được kiểm soát trong phạm vi 0,02 mm để tránh hiện tượng chớp sáng và nhìn thấy các vết đóng khuôn.
Khoang và lõi: Một thiết kế khoang tích hợp được sử dụng để đảm bảo độ phẳng bề mặt. Phần lõi có các gân gia cố (có độ dày bằng 50%–60% độ dày thành vỏ) để tăng cường độ bền kết cấu và ngăn ngừa biến dạng. Đối với các nhà ở lớn, khuôn nhiều khoang (2–4 khoang) được sử dụng để tăng hiệu quả sản xuất hàng loạt.
Hệ thống cổng và đường chạy: Đường kính đường dẫn chính là 6–8 mm và đường kính đường dẫn phụ là 4–6 mm. Hệ thống chạy nóng được áp dụng để giảm thiểu lãng phí cổng và rút ngắn chu trình đúc. Cổng phụ hoặc cổng tàu ngầm được lựa chọn; vị trí của chúng tránh các bề mặt bên ngoài có thể nhìn thấy được, với đường kính cổng 0,8–1,2 mm và chiều dài 1,5 mm để đảm bảo điền tan chảy đồng đều.
Hệ thống làm mát: Các kênh làm mát khuôn có đường kính 8–10 mm và được phân bố đồng đều dọc theo khoang và lõi. Nhiệt độ của khuôn cố định được duy trì cao hơn 3–5°C so với khuôn chuyển động, với nhiệt độ nước làm mát dao động từ 20°C đến 30°C, để đảm bảo làm mát đồng đều vỏ máy và giảm thiểu ứng suất bên trong cũng như vết lún.
Hệ thống thông gió: Các khe thông gió được đặt tại các điểm làm đầy cuối cùng của lớp nóng chảy (ví dụ: các góc, đầu của các gân gia cố). Các khe này có độ sâu 0,025–0,038 mm và rộng 1,5 mm, có tác dụng đẩy không khí ra khỏi khoang khuôn và ngăn ngừa hiện tượng cháy hoặc tạo lỗ rỗng do không khí bị mắc kẹt. 2. Vật liệu khuôn và gia công
Các khoang và lõi khuôn được chế tạo bằng thép cứng trước 718 (mang lại hiệu suất tổng thể vượt trội và phù hợp cho các khuôn có độ chính xác cao) hoặc thép không gỉ S136 (chống ăn mòn và lý tưởng cho vỏ có độ bóng cao). Các bề mặt được đánh bóng đến độ nhám Ra 0,02–0,05 μm để đảm bảo lớp vỏ cuối cùng hoàn thiện hoàn hảo.
Quá trình xử lý được thực hiện bằng cách sử dụng máy phay CNC, EDM (Gia công phóng điện) và cắt dây. Kích thước khoang được bù dựa trên tốc độ co ngót của vật liệu (ABS: +0,6%; PP: +1,5%) để đảm bảo kích thước của các bộ phận đúc đáp ứng các thông số kỹ thuật.
3. Kiểm soát các thông số của quá trình ép phun (Các giai đoạn đúc quan trọng)
Một máy ép phun ngang quy mô lớn được chọn cho quá trình này (có lực kẹp 1.000–3.000 tấn và khối lượng phun ≥1.000 g). Việc kiểm soát tập trung vào bốn thông số cốt lõi—nhiệt độ, áp suất, tốc độ và thời gian—được quản lý chính xác theo từng giai đoạn:
1. Thông số nhiệt độ (Lõi kiểm soát trạng thái nóng chảy)
Nhiệt độ thùng: Áp dụng cấu hình gia nhiệt gradient (từ vùng cấp liệu → vùng giữa → vùng phía trước → vòi phun). Đối với ABS: Vùng nạp 220°C, vùng giữa 240°C, vùng phía trước 250°C, vòi phun 245°C. Đối với PP: Vùng cấp liệu 180°C, vùng giữa 200°C, vùng phía trước 210°C, vòi phun 205°C. Biến động nhiệt độ được duy trì trong khoảng ≤ ±5°C để ngăn chặn sự xuống cấp của vật liệu hoặc đổ đầy khuôn không đủ.
Nhiệt độ khuôn: Đối với ABS, nhiệt độ khuôn được đặt ở mức 60–80°C (để tăng cường độ bóng bề mặt và giảm ứng suất bên trong). Đối với PP, nhiệt độ khuôn được đặt ở mức 50–70°C (để kiểm soát độ kết tinh và giảm thiểu độ co ngót). Độ ổn định nhiệt độ khuôn được duy trì trong khoảng ≤ ±3°C để đảm bảo làm mát đồng đều. 2. Thông số áp suất và tốc độ (Cốt lõi của giai đoạn chiết rót và giữ)
Áp suất phun: ABS 100–140 MPa; PP 120–160 MPa. Được kiểm soát theo ba giai đoạn: Tốc độ thấp (5%–10%) để lấp đầy cổng (để tránh nhấp nháy) → Tốc độ trung bình đến cao (60%–80%) để lấp đầy phần thân chính của khoang (để giảm thời gian chu kỳ) → Tốc độ thấp (10%–20%) để lấp đầy phần cuối cùng (để tránh các khoảng trống/bong bóng).
Áp suất giữ: 60%–80% áp suất phun (ABS 70–110 MPa; PP 90–130 MPa). Thời gian giữ là 15–25 giây—cho đến khi cổng đóng băng—để bù đắp cho sự co rút do tan chảy và loại bỏ các vết lõm và chỗ lõm.
Áp suất ngược: 3–8 MPa, đảm bảo độ dẻo đồng đều và dày đặc của tan chảy đồng thời ngăn ngừa các lỗ rỗng.
Lực kẹp: Được tính toán dựa trên diện tích dự kiến (3000–3800 t/m2), sử dụng ngưỡng "hầu như không có chớp" làm tiêu chuẩn để ngăn ngừa biến dạng khuôn.
3. Thông số thời gian (Cốt lõi của hiệu quả đúc)
Thời gian phun: 3–5 giây đối với vỏ lớn, đảm bảo làm đầy nhanh chóng chất tan chảy và giảm thiểu việc làm mát không đều.
Thời gian làm nguội: Chiếm 60%–80% tổng chu trình đúc. ABS: 40–60 giây; PP: 30–50 giây. Tiêu chuẩn được định nghĩa là điểm mà vỏ có thể được đẩy ra mà không bị biến dạng hoặc dính vào khuôn.
Tổng chu kỳ đúc: ABS: 70–90 giây; PP: 60–80 giây. Chu trình được rút ngắn và năng lực sản xuất tăng lên thông qua việc tối ưu hóa quy trình làm mát và sử dụng hệ thống đường chạy nóng.
Chúng tôi là nhà sản xuất khuôn đúc máy giặt, cung cấp sản xuất khuôn đúc máy giặt chất lượng cao. Chỉ cần bạn muốn tùy chỉnh/phát triển các sản phẩm khuôn đúc máy giặt, bạn có thể tìm thấy chúng tôi. Chúng tôi có thiết kế khuôn ép chuyên nghiệp và công nghệ sản xuất hoàn thiện, cung cấp cho bạn dịch vụ một cửa, từ thiết kế sản phẩm-làm khuôn-sản xuất sản phẩm-đóng gói sản phẩm-vận chuyển sản phẩm, chúng tôi có thể giúp bạn trong mọi liên kết. Chỉ cần bạn đến với chúng tôi, chúng tôi sẽ cung cấp cho bạn dịch vụ tối ưu và làm bạn hài lòng về chất lượng sản phẩm, thời gian sản xuất, đối thoại thông tin, v.v.
|
Tên sản phẩm |
Khuôn máy chạy bộ |
|
Xin vui lòng cung cấp |
2D, 3D, mẫu hoặc kích thước của những bức ảnh đa góc độ |
|
Thời gian khuôn |
20-35 ngày |
|
thời gian sản phẩm |
7-15 ngày |
|
Độ chính xác của khuôn |
+/- 0,01mm |
|
Cuộc sống khuôn mẫu |
50-100 triệu bức ảnh |
|
Quy trình sản xuất |
Bản vẽ kiểm toán - phân tích dòng chảy khuôn - xác nhận thiết kế - Vật liệu tùy chỉnh - xử lý khuôn - xử lý lõi - gia công điện cực - Hệ thống chạy xử lý - xử lý và mua sắm bộ phận - chấp nhận gia công - khoang quá trình xử lý bề mặt - chế độ phức tạp Die - Toàn bộ lớp phủ bề mặt khuôn - Tấm gắn - mẫu khuôn - kiểm tra mẫu - gửi mẫu vật |
|
Khoang khuôn |
Một khoang, nhiều khoang hoặc giống nhau các sản phẩm khác nhau được thực hiện cùng nhau |
|
Vật liệu khuôn |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Hệ thống Á hậu |
Á hậu nóng và Á hậu lạnh |
|
Vật liệu cơ bản |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Hoàn thành |
Rỗ lời, tráng gương, bề mặt mờ, sọc |
|
Tiêu chuẩn |
HASCO, DME hoặc phụ thuộc vào |
|
Công nghệ chính |
Phay, mài, CNC, EDM, dây cắt, khắc, EDM, máy tiện, Hoàn thiện bề mặt, v.v. |
|
Phần mềm |
CAD,PRO-E,UG Thời gian thiết kế: 1-3 ngày (hoàn cảnh bình thường) |
|
Chất liệu sản phẩm |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
|
Hệ thống chất lượng |
ISO9001:2008 |
|
Thiết lập thời gian |
20 ngày |
|
Thiết bị |
CNC, EDM, Cắt Máy móc, máy móc nhựa, v.v. khuôn vali nhựa Chiết Giang |


Làm khuôn ép nhựa

Thông số kỹ thuật khuôn nhựa

Thiết kế khuôn:



Quá trình giao dịch:

Kiểm tra khuôn:


Bao bì sản phẩm

Nhà máy
Chúng tôi là nhà máy sản xuất khuôn nhựa tùy chỉnh. Nhà máy của chúng tôi là nhà sản xuất khuôn ép nhựa. chúng tôi có 17 năm kinh nghiệm trong lĩnh vực khuôn nhựa tùy chỉnh chuyên nghiệp và 10 năm kinh nghiệm ngoại thương. Chúng tôi là nhà cung cấp Khuôn nhựa tùy chỉnh. Chúng tôi có thể cung cấp dịch vụ Khuôn nhựa tùy chỉnh. Nhà máy của chúng tôi có thể sản xuất các bộ phận bằng nhựa đúc phun và chất lượng sản phẩm sẽ làm bạn hài lòng.
Chúng tôi có hơn 50 máy móc cao cấp và hàng trăm kỹ sư, nhà thiết kế. Chúng tôi có thể cung cấp dịch vụ một cửa, từ thiết kế sản phẩm - làm khuôn - sản xuất sản phẩm - đóng gói sản phẩm - vận chuyển. Chúng tôi có một dây chuyền sản xuất hoàn chỉnh. Chúng tôi có thể đáp ứng mọi yêu cầu của bạn.
Dịch vụ chúng tôi cung cấp:
Dịch vụ khuôn mẫu tùy chỉnh chuyên nghiệp, Thiết kế và sản xuất khuôn nhựa. Sản xuất sản phẩm nhựa, thiết kế sản phẩm, thiết kế khuôn mẫu, tùy chỉnh khuôn thổi, tùy chỉnh khuôn quay, tùy chỉnh khuôn đúc. Dịch vụ in 3D, dịch vụ gia công CNC, đóng gói sản phẩm, đóng gói theo yêu cầu, dịch vụ vận chuyển.










Chúng tôi luôn tuân thủ các nguyên tắc chất lượng đầu tiên và thời gian đầu tiên. Trong khi cung cấp cho khách hàng những sản phẩm chất lượng cao nhất, hãy cố gắng tối đa hóa hiệu quả sản xuất và rút ngắn thời gian sản xuất. Chúng tôi tự hào nói với mọi khách hàng rằng công ty chúng tôi chưa mất bất kỳ khách hàng nào kể từ khi thành lập. Nếu sản phẩm có vấn đề, chúng tôi sẽ tích cực tìm giải pháp và chịu trách nhiệm đến cùng.

Câu hỏi thường gặp
Q1: Bạn là công ty thương mại hay nhà sản xuất?
A: Chúng tôi là nhà sản xuất.
Q2. Khi nào tôi có thể nhận được báo giá?
Trả lời: Chúng tôi thường báo giá trong vòng 2 ngày sau khi chúng tôi nhận được yêu cầu của bạn.
Nếu bạn rất khẩn cấp, xin vui lòng gọi cho chúng tôi hoặc cho chúng tôi biết trong email của bạn để chúng tôi có thể báo giá cho bạn trước.
Q3. Thời gian dẫn cho khuôn là bao lâu?
Trả lời: Tất cả phụ thuộc vào kích thước và độ phức tạp của sản phẩm. Thông thường, thời gian dẫn đầu là 25 ngày.
Q4. Tôi không có bản vẽ 3D, tôi nên bắt đầu dự án mới như thế nào?
Trả lời: Bạn có thể cung cấp cho chúng tôi mẫu đúc, chúng tôi sẽ giúp bạn hoàn thành thiết kế bản vẽ 3D.
Q5. Trước khi giao hàng, làm thế nào để đảm bảo chất lượng sản phẩm?
Trả lời: Nếu bạn không đến nhà máy của chúng tôi và cũng không có bên thứ ba kiểm tra, chúng tôi sẽ là nhân viên kiểm tra của bạn.
Chúng tôi sẽ cung cấp cho bạn một video về chi tiết quy trình sản xuất bao gồm báo cáo quy trình, cấu trúc kích thước sản phẩm và chi tiết bề mặt, chi tiết đóng gói, v.v.
Q6. Điều khoản thanh toán của bạn là gì?
Trả lời: Thanh toán khuôn: đặt cọc trước 40% bằng T / T, thanh toán khuôn thứ hai 30% trước khi gửi mẫu dùng thử đầu tiên, số dư khuôn 30% sau khi bạn đồng ý với mẫu cuối cùng.
B: Thanh toán sản xuất: đặt cọc trước 50%, 50% trước khi gửi hàng hóa cuối cùng.
Q7: Làm thế nào để bạn làm cho mối quan hệ kinh doanh lâu dài và tốt đẹp của chúng tôi?
Đáp: 1. Chúng tôi giữ chất lượng tốt và giá cả cạnh tranh để đảm bảo khách hàng được hưởng lợi từ những sản phẩm chất lượng tốt nhất.
2. Chúng tôi tôn trọng mọi khách hàng như bạn của mình và chúng tôi chân thành hợp tác kinh doanh và kết bạn với họ, bất kể họ đến từ đâu.
Thẻ nóng: Máy giặt đúc, Trung Quốc, Nhà sản xuất, Nhà cung cấp, Nhà máy, Tùy chỉnh, Bán buôn, Mua, Chất lượng, Bán mới nhất, Sản xuất tại Trung Quốc
Danh mục liên quan
Thiết bị nghe nhìn
Thiết bị sức khỏe
Thiết bị gia dụng
Nhu yếu phẩm cá nhân
Thiết bị kỹ thuật số
Thiết bị nhà bếp
Thiết bị phòng tắm
Thiết bị thân thiện với môi trường
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








